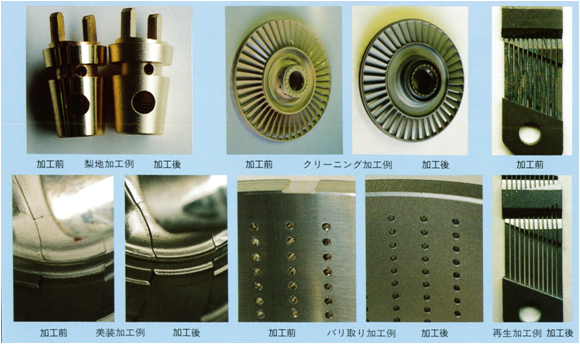
梨地加工
研磨材のワークへの激突により生じる無数の凸凹を梨地と称し、防眩、下地、装飾、光拡散、滑り止め等様々な用途があり研磨材の種類、粒度により仕上梨地が変化します。
クリーニング効果
ワークの付着物を研掃する効果で薬品等を使用しない無公害処理法です。さび、スケール、カーボン、鋳砂等の除去は代表例です。
ピーニング効果
金属の表面硬度を変化させ疲労強度を向上させる効果で自動車、航空機部品等に応用されます。研磨材は一般的に球状を使用します。
下地処理効果
ワーク表面の掃除と梨地による密着性の向上により塗装、コーティング、ライニング、溶射、メタリコン、接着等の被膜加工の下地処理に使用します。
バリ取り効果
金属部分の切削バリ、穴加工時に発生するバリ、成形品バリ等従来除去に手間のかかった作業を効率的に処理します。
プラスチック・樹脂製品への応用
プラスチック・樹脂成型品のバリ取り・表面美装等に用いられ湿式ブラストでは、加工中の静電気及び色焼が発生しないため広く使用されています。
ガラス・石材・木工製品への応用
ガラス製品のフロスト加工、彫刻模様付、マーキング、石材の字掘り、模様付、木工製品の木目出し、彫刻等広く使用されています。
その他
半導体分野ではシリコンウェハーの品質向上を目的とした特殊加工をはじめ、表面加工だけでなく素材プロセス加工としての用途にも使用されています。

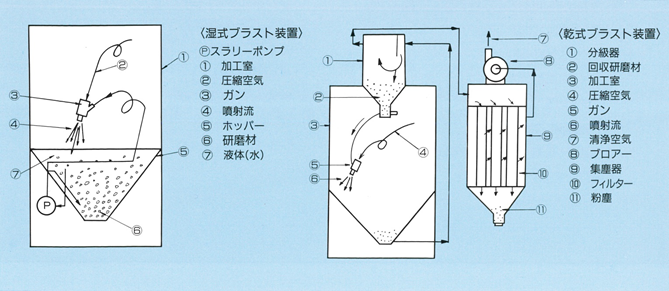
ブラスト加工では加工物の種類(材質・表面状態)、加工目的、前後工程、使用環境により湿式(Wet)加工法・乾式(Dry)加工法を選択して使用する必要があります。
湿式ブラスト加工の特性
- 冷間加工に類し、水を使用しているため衝撃熱によるワークの変質、変色が少ない。
- 油脂付着ワークを脱脂することなく加工でき、液中に防錆剤、光沢材、化成処理剤を混入し二次加工を併用することができる。
- 研磨材の微細粒度に制限なく使用でき、研磨材乾燥度は必要としない。
- 使用圧縮空気の乾燥度を必要としない。
- 加工面滑らかさ、美しさは同一条件において湿式法が優れる。
- ワーク、装置に帯電現象が生じないため放電(静電気)ショック、爆発のおそれは皆無でマグネシウム、アルミニウム、チタニウム材を加工できる。
- 集塵装置に費用と場所を要しない。粉塵に対し特別の対策を必要とせず衛生的である。
乾式ブラスト加工の特性
- 熱間加工に類し、研削用途に威力がある。
- 加工後ワークへの研磨材の付着が少なくエアブローで容易に除去できる。
- ワークの脱脂、乾燥が必要である。
- 水を使用しないため発錆性質のワークも防錆処置をせず加工できる。
- 研磨材の濃度管理が容易である。研磨材は乾燥を要する。
- 加工室内視野は、同一条件において乾式法が優れる。
一般的選択基準
- 油脂、水分の付着しているワークの加工………湿式ブラスト
- 研磨材粒度♯320以上微細粒度での加工………湿式ブラスト
- 水の付着、防錆材付着をきらう加工……………乾式ブラスト
- 研磨材粗粒子による強力研削加工………………乾式ブラスト
- 静電気による帯電付着微粉をきらう加工………湿式ブラスト
- 研磨材粒度を頻繁に変更する加工………………乾式ブラスト